
Iron Making Posts
🏭 The Economics of Making Iron
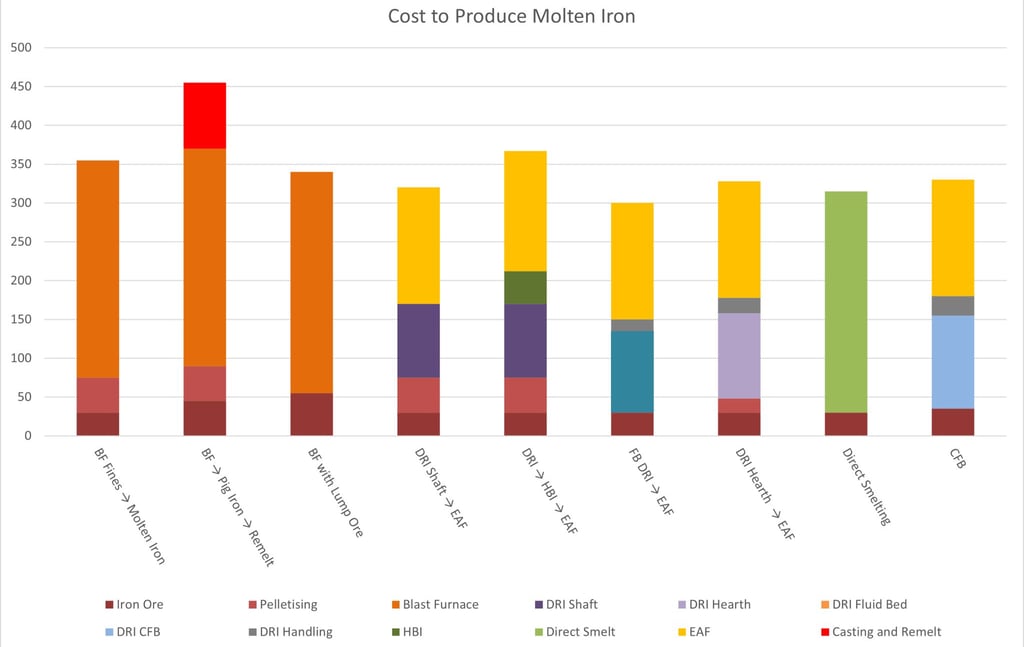
After diving into iron ore value chains, I've analyzed several different pathways from raw ore to molten iron.
Key Findings:
🏆 Most Cost-Effective Routes:
Fluidised Bed DRI → EAF: $300/t
Direct Smelting (HIsmelt/Corex): $315/t
DRI Shaft → EAF: $320/t
Traditional BF + Lump Ore: $340/t
💡 Major Insights:
✅ EAF-based routes dominate the cost-efficient end - 5 of the top 6 routes use electric arc furnaces
✅ Lump ore still wins - saves $15/t vs pelletized fines in blast furnace operations
✅ Integration matters - Direct hot metal production beats pig iron remelting by $100+/t
✅ Technology evolution - Newer DRI processes are becoming cost-competitive with traditional blast furnaces
The Surprising Winner? 🥇
Fluidised bed DRI edges out even direct smelting! No pelletizing required, direct fines feed, and lower total processing costs.
But here's the reality check: while emerging technologies show promise on paper, the traditional BF + lump ore route at $340/t still powers most of the world's steel production for good reason - proven scale, reliability, and massive throughput capacity.
Strategic Takeaways:
🔸 Raw material selection has major cost implications
🔸 Process integration captures more value than individual optimizations
🔸Technology choice depends on scale, geography, and risk tolerance
🔸 Energy costs drive 50-60% of total ironmaking economics
The iron and steel industry is at an inflection point. While traditional routes remain dominant, the economics increasingly favor cleaner, more flexible technologies - especially as carbon pricing and ESG factors gain prominence..
Moving Hearth Technologies: A Proven Path to Green Iron Production
Downstream Consulting Pty Ltd
July, 2025
The steel industry's journey toward decarbonization doesn't require reinventing the wheel. Moving hearth technologies – including rotary hearth furnaces, linear hearth systems, and rotary kilns – have been quietly operating for decades, processing millions of tons of iron annually. What's changed is our recognition of their unique suitability for green iron production and their role as practical stepping stones in the industry's sustainability transition.
The Moving Hearth Advantage: Proven Technology, New Applications
Moving hearth processes share fundamental characteristics that distinguish them from static blast furnace technology. Whether the hearth rotates in a circle, moves linearly, or tumbles in a kiln, these systems provide continuous, controlled processing with unprecedented flexibility in feedstock handling and process conditions.
Feedstock Flexibility Meets Sustainability: These technologies excel at processing materials that traditional blast furnaces struggle with – fine iron ores, recycled mill scale, iron-bearing dusts, and green pellets. This flexibility becomes crucial for green iron production, where unconventional feedstocks and sustainable reductants must be accommodated without compromising process efficiency.
Temperature Control for Hydrogen Integration: Operating at 1000-1400°C rather than blast furnace temperatures of 1600°C+, moving hearth processes provide the ideal thermal environment for hydrogen-based reduction. The controlled atmosphere and moderate temperatures optimize hydrogen utilization while minimizing energy requirements.
Continuous Processing Philosophy: All moving hearth technologies embrace continuous operation with precise residence time control. This consistency is essential for green iron production, where maintaining optimal reduction conditions with alternative reductants requires steady-state operation.
The Green Iron Transition Strategy
Moving hearth technologies offer multiple pathways for transitioning to green iron production, allowing operators to implement sustainability measures progressively rather than requiring massive overnight changes.
Phase 1: Alternative Reductants Existing moving hearth installations can immediately begin incorporating sustainable reductants. Biochar or biomass from agricultural waste, for example, can replace coal in self-reducing pellets. Research demonstrates that biochar's high reactivity and low impurity content make it particularly suitable for hearth-based reduction processes.
Phase 2: Hybrid Fuel Systems The flexible heating systems in moving hearth processes enable gradual transition from natural gas to hydrogen-natural gas blends. Operators can start with low hydrogen percentages and increase the ratio as supply infrastructure develops and operational experience grows.
Phase 3: Full Hydrogen Integration The ultimate green iron configuration uses hydrogen for both heating and reduction. However, moving hearth processes face practical challenges in maintaining pure hydrogen atmospheres due to sealing limitations. Air ingress through rotating seals, material feed points, and discharge areas can compromise hydrogen efficiency and create safety concerns. Successful implementations typically use hydrogen-rich atmospheres with positive pressure operation, nitrogen blanketing, or hydrogen-natural gas blends that are more tolerant of minor air contamination.
Phase 4: Renewable Integration When powered by renewable electricity – whether through electric heating or hydrogen produced via electrolysis – moving hearth processes can achieve near-zero carbon emissions. Some configurations with biochar and renewable energy can even result in net negative emissions.
Technical Realities: Addressing Hydrogen Implementation Challenges
While moving hearth technologies offer compelling advantages for green iron production, practical implementation faces significant technical challenges that must be addressed for successful hydrogen integration.
Air Ingress: The Critical Challenge Maintaining pure hydrogen atmospheres in moving hearth systems is complicated by inherent sealing difficulties. Rotary hearth furnaces must seal between stationary shells and rotating hearths, while rotary kilns face challenges with their open-end design and rotating shell interfaces. Even minor air ingress can be problematic since oxygen readily reacts with hydrogen, reducing efficiency and creating safety concerns.
Practical Engineering Solutions Successful hydrogen implementation requires adapted approaches rather than ideal conditions:
Positive Pressure Systems: Maintaining slight overpressure with hydrogen-rich atmospheres minimizes air infiltration but increases hydrogen consumption and safety complexity
Hybrid Atmospheres: Many operations use hydrogen-natural gas blends or hydrogen-steam mixtures that are less sensitive to air contamination while still achieving significant CO2 reduction
Enhanced Sealing: Multiple barrier sealing systems, inert gas purging at leak points, and improved material handling designs can minimize air ingress
Atmosphere Monitoring: Continuous oxygen level monitoring ensures process control and safety in real-world operating conditions
These engineering realities mean that commercial hydrogen applications in moving hearth processes typically operate with hydrogen partial pressures rather than pure hydrogen atmospheres, accepting some efficiency loss while still achieving substantial environmental benefits.
Technology-Specific Green Iron Pathways
Rotary Hearth Furnaces: The ITmk3 process demonstrates commercial-scale green iron potential. Its ability to produce high-grade iron nuggets (>96% Fe) using hydrogen makes it ideal for premium green steel applications. However, sealing the rotating hearth against air ingress requires sophisticated sealing systems and often limits operations to hydrogen-rich rather than pure hydrogen atmospheres.
Linear Hearth Systems: These technologies may offer sealing advantages over rotary systems since the linear movement can be more easily contained. The Paired Straight Hearth (PSH) process represents emerging high-productivity approaches to green direct reduced iron production, with potentially better atmosphere control for hydrogen applications.
Rotary Kilns: While their robust heat transfer characteristics and proven scale-up experience make kilns attractive for large-volume green iron production, their open-end design presents the greatest challenges for hydrogen atmosphere maintenance. Successful hydrogen integration typically requires hybrid atmospheres and enhanced safety systems to manage potential hydrogen-air mixing.
Overcoming Traditional Ironmaking Limitations
Moving hearth technologies address specific blast furnace constraints that hinder green iron adoption:
Raw Material Preprocessing: While blast furnaces require expensive sintering and coking operations that are inherently carbon-intensive, moving hearth processes can directly utilize green pellets and self-reducing briquettes containing sustainable reductants.
Scale Flexibility: Unlike blast furnaces that require massive scale for economic viability, moving hearth systems can be deployed at regional scales. This enables distributed green iron production closer to renewable energy sources and sustainable feedstock supplies.
Operational Responsiveness: The ability to quickly adjust to varying renewable energy availability or hydrogen supply fluctuations gives moving hearth processes a crucial advantage in green iron applications where energy sources may be intermittent.
Product Adaptability: Different steel grades require different iron specifications. Moving hearth processes can adjust product characteristics to match downstream requirements, optimizing the entire green steel value chain.
Practical Implementation Strategies
Waste-to-Value Integration: Many steel plants already operate moving hearth systems for processing iron-bearing wastes. These existing installations provide immediate opportunities to incorporate green reductants and test hydrogen integration strategies without major capital investment.
Modular Expansion: Operators can add moving hearth capacity incrementally as green iron demand grows and technology confidence builds. This approach reduces financial risk while building operational expertise.
Hybrid Plant Designs: Some facilities are exploring configurations that combine moving hearth green iron production with existing blast furnace operations, allowing gradual transition while maintaining production flexibility.
The Innovation Pipeline
Current research is expanding green iron possibilities for moving hearth technologies:
Microwave Integration: Rio Tinto's BioIron™ process combines biomass reductants with microwave heating in moving hearth systems, demonstrating how advanced heating technologies can enhance sustainability.
Plasma Applications: University research on hydrogen plasma reduction shows potential for more efficient green iron production. Plasma systems may offer advantages by reducing dependence on maintaining perfect reducing atmospheres, as the high-energy plasma state can overcome some limitations of air contamination in moving hearth systems.
Advanced Reductants: Beyond hydrogen and biochar, researchers are exploring other sustainable reductants including synthetic gases from renewable sources and novel biomass preparations.
Market Reality and Opportunities
The steel industry produces over 1.8 billion tons annually, making the transition to green iron both urgent and challenging. Moving hearth technologies won't replace all blast furnace capacity overnight, but they provide proven pathways for immediate progress.
Current moving hearth installations already process tens of millions of tons annually. Scaling these proven technologies for green iron applications represents a lower-risk pathway than developing entirely new processes. The technology foundation exists – the challenge lies in optimizing it for sustainable operation and scaling deployment.
Strategic Positioning for the Future
Organizations serious about decarbonization should view moving hearth technologies as mature platforms ready for green iron optimization while acknowledging the engineering challenges of hydrogen implementation. The sealing and atmosphere control issues are not insurmountable but require careful engineering and may limit the theoretical maximum efficiency of hydrogen utilization. Success lies in designing systems that work effectively with realistic rather than perfect operating conditions.
Success will come to operators who leverage existing moving hearth experience while systematically implementing green iron modifications. This evolutionary approach builds on decades of operational knowledge while achieving revolutionary sustainability improvements
Circulating Fluidized Bed Technology: Game-Changer for Green Steel Production?
July 21, 2025
The steel industry stands at a crossroads. With mounting pressure to decarbonize and achieve net-zero emissions by 2050, steel producers are urgently seeking alternatives to traditional blast furnace technology. Circulating Fluidized Bed (CFB) processes are a promising pathway that could revolutionize how we produce green steel while leveraging existing infrastructure investments.
The CFB Advantage: Why This Technology Matters
Traditional steelmaking through blast furnaces operates at temperatures exceeding 1500°C and relies heavily on coking coal, making it one of the most carbon-intensive industrial processes. CFB technology offers several compelling advantages:
Lower Operating Temperatures: CFB processes operate at temperatures below 700°C when using hydrogen as a reductant. This dramatic temperature reduction not only prevents particle sticking but makes the entire process easier to control and significantly more energy-efficient.
Direct Fine Ore Processing: Unlike shaft furnaces that require expensive pelletizing or sintering operations, CFB processes can directly handle iron ore fines (0.03-1mm). This eliminates an entire energy-intensive pre-processing step, reducing both capital expenditure and operational costs.
Superior Environmental Performance: By enabling the use of hydrogen as a reducing agent and integrating with renewable electricity for heating, CFB processes can achieve near-zero CO2 emissions – a stark contrast to the 2+ tonnes of CO2 per tonne of steel produced in traditional routes.
Commercial CFB Technologies Leading the Charge
The market currently offers limited proven CFB solutions:
Circored™ (Metso): The most established commercial CFB technology, featuring a two-stage reactor configuration with typical plant capacities of 1.25 million tonnes per year. The process can operate on natural gas or 100% hydrogen, providing flexibility during the energy transition.
Circofer™ Process: Utilizing a combination of circulating and stationary fluidized beds, this technology offers another pathway for CFB-based iron production.
Calix ZESTY™: An emerging hydrogen-based process, although not strictly a CFB processes, however has similar benefits, that uniquely separates the heat source from the reaction, enabling easy hydrogen recycling and promising near-zero emissions intensity.
The Integration Opportunity: Transforming Existing Steel Plants
CFB technology has the potential for brownfield integration. Rather than requiring complete plant reconstruction, CFB processes can be strategically integrated into existing integrated steel plants through several approaches:
Blast Furnace Replacement: CFB-based DRI plants can directly replace aging blast furnaces while utilizing existing downstream infrastructure, power systems, and material handling equipment.
Hybrid Production Systems: CFB processes can complement existing operations, allowing for gradual transition strategies that align with equipment replacement cycles and capital planning.
EAF Integration: The DRI and HBI produced by CFB processes integrate seamlessly with Electric Arc Furnaces, enabling steel producers to leverage existing or expanded EAF capacity.
This integration capability is particularly valuable given the massive infrastructure investments already made in integrated steel plants. Rather than stranding these assets, CFB technology offers a pathway to transform them into green steel production facilities.
Challenges and Considerations
The transition to CFB-based green steel production isn't without challenges. The hydrogen infrastructure requirements are substantial – a one million tonne annual DRI plant would require approximately 3,200 MW of photovoltaic capacity for full hydrogen integration. This highlights the critical need for coordinated development of renewable energy infrastructure alongside steel production facilities.
Additionally, the timing of integration typically aligns with major plant renewal cycles, often at the 25-year mark for existing facilities. This creates a strategic window for planning and executing CFB integration projects.
Looking Ahead: The Strategic Imperative
As the steel industry faces increasing carbon pricing, regulatory pressure, and customer demands for green steel, CFB technology represents more than just an alternative production route – it's a strategic necessity. Early movers who begin planning CFB integration now will be best positioned to capture the growing premium for low-carbon steel while maintaining competitiveness in an evolving market.
The question isn't whether the steel industry will adopt CFB technology for green steel production, but how quickly steel producers can execute this transformation while maximizing the value of their existing assets.
For steel industry leaders, the time to act is now. CFB technology offers a clear pathway to decarbonization that can leverage existing infrastructure investments while positioning companies for the green steel future that customers and stakeholders increasingly demand.